
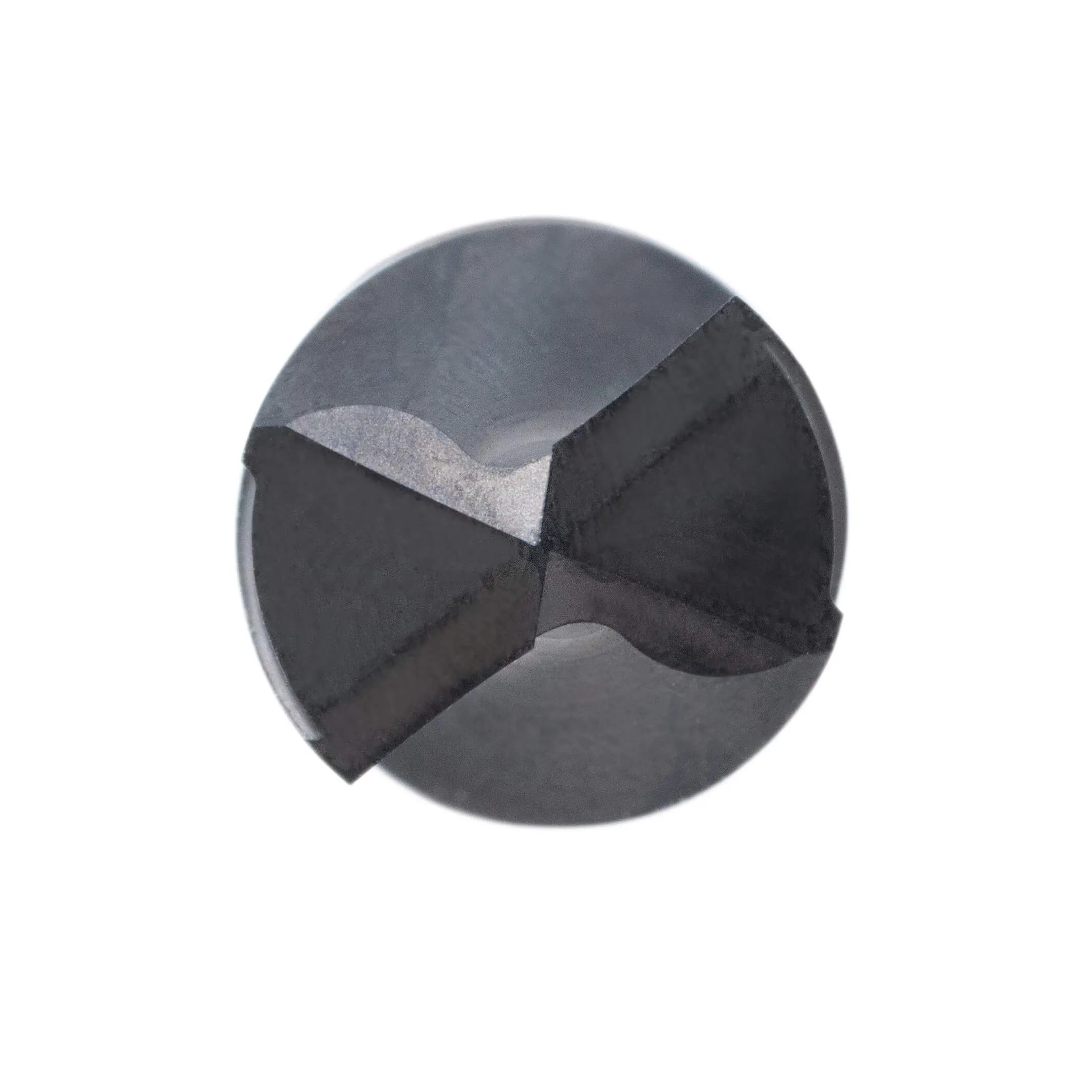
The Aero-CARB 2 Flute Double Margin Diamond Coated Drill is a CVD diamond-coated carbide drill built for drilling highly abrasive, non-ferrous materials, including CFRP (carbon fibre), graphite and aluminium-silicon alloys.
Its double margin geometry supports straighter holes and better surface finish, while the CVD diamond coating keeps the cutting edge sharp far longer than standard carbide. The result is cleaner, more consistent holes and fewer tool changes across a full production run.
Available in metric sizes from Ø3.00 mm to Ø12.00 mm, this drill gives manufacturers a practical diamond-coated route when hole quality, guidance and tool life all matter.
Suitable for aluminium, CFRP and abrasive non-ferrous drilling applications.
Double margin geometry supports drill stability and more consistent hole quality.
Diamond coating helps reduce abrasive wear and supports longer, more predictable tool life.
Part Number | Drill Diameter | Shank Diameter | Max Drill Depth | Flute Length | Shank Length | Overall Length |
714802-0300.90 | 3.00 | 6 | 23 | 28 | 36 | 66 |
714802-0320.90 | 3.20 | 6 | 23 | 28 | 36 | 66 |
714802-0350.90 | 3.50 | 6 | 23 | 28 | 36 | 66 |
714802-0400.90 | 4.00 | 6 | 29 | 35 | 36 | 74 |
714802-0420.90 | 4.20 | 6 | 29 | 35 | 36 | 74 |
714802-0450.90 | 4.50 | 6 | 29 | 35 | 36 | 74 |
714802-0480.90 | 4.80 | 6 | 35 | 44 | 36 | 80 |
714802-0500.90 | 5.00 | 6 | 35 | 44 | 36 | 80 |
714802-0525.90 | 5.25 | 6 | 35 | 44 | 36 | 80 |
714802-0530.90 | 5.30 | 6 | 35 | 44 | 36 | 80 |
714802-0550.90 | 5.50 | 6 | 35 | 44 | 36 | 80 |
714802-0600.90 | 6.00 | 6 | 35 | 44 | 36 | 80 |
714802-0620.90 | 6.20 | 8 | 43 | 49 | 36 | 91 |
714802-0635.90 | 6.35 | 8 | 43 | 49 | 36 | 91 |
714802-0650.90 | 6.50 | 8 | 43 | 49 | 36 | 91 |
714802-0680.90 | 6.80 | 8 | 43 | 49 | 36 | 91 |
714802-0700.90 | 7.00 | 8 | 43 | 49 | 36 | 91 |
714802-0750.90 | 7.50 | 8 | 43 | 49 | 36 | 91 |
714802-0794.90 | 7.94 | 8 | 43 | 49 | 36 | 91 |
714802-0800.90 | 8.00 | 8 | 43 | 49 | 36 | 91 |
714802-0810.90 | 8.10 | 10 | 47 | 53 | 40 | 103 |
714802-0820.90 | 8.20 | 10 | 47 | 53 | 40 | 103 |
714802-0850.90 | 8.50 | 10 | 47 | 53 | 40 | 103 |
714802-0900.90 | 9.00 | 10 | 47 | 53 | 40 | 103 |
714802-0953.90 | 9.53 | 10 | 47 | 53 | 40 | 103 |
714802-0970.90 | 9.70 | 10 | 47 | 53 | 40 | 103 |
714802-1000.90 | 10.00 | 10 | 47 | 53 | 40 | 103 |
714802-1020.90 | 10.20 | 12 | 47 | 53 | 45 | 108 |
714802-1080.90 | 10.80 | 12 | 47 | 53 | 45 | 108 |
714802-1100.90 | 11.00 | 12 | 47 | 53 | 45 | 108 |
714802-1200.90 | 12.00 | 12 | 47 | 53 | 45 | 108 |
This drill is suitable for abrasive drilling applications where the process needs:
Send us your material, hole size, machine setup and what your current drill is not giving you.
Starting cutting data is available for selected Aero-CARB drilling applications across aluminium silicon alloys, multidirectional CFRP and graphite. This should be treated as a starting reference, with final parameters checked against the specific drill, material, machine setup and required outcome.
Material | Cutting Speed | Feed mm/rev | Drill Diameter 3 mm | Feed mm/rev | Drill Diameter 6 mm | Feed mm/rev | Drill Diameter 9 mm | Feed mm/rev | Drill Diameter 12 mm |
Aluminium 9% Si | 100–250 m/min | 0.04 | 0.06 | 0.1 | 0.12 |
Aluminium 13% Si | 80–150 m/min | 0.02 | 0.03 | 0.05 | 0.07 |
Aluminium 25% Si | 80–150 m/min | 0.01 | 0.02 | 0.03 | 0.05 |
CFRP multidirectional | 50–150 m/min | 0.02 | 0.03 | 0.05 | 0.08 |
Graphite | 60–600 m/min | 0.02 | 0.04 | 0.08 | 0.12 |
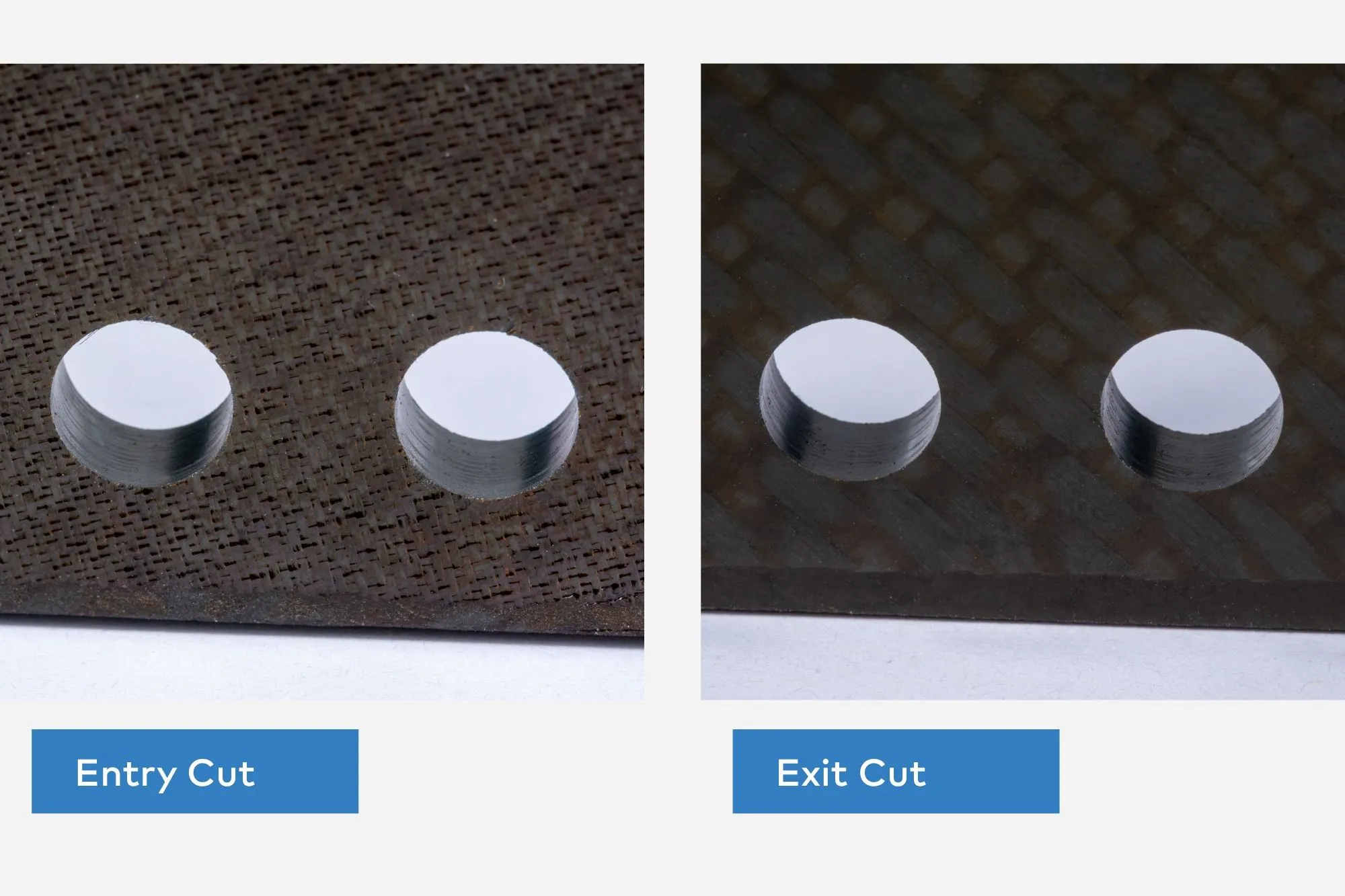
For aluminium alloys, soluble oil coolant is recommended. For CFRP and graphite, air blast helps remove chips and dust while reducing heat build-up in the flutes. On hole exit in CFRP and graphite, reducing feed by 30% is recommended to help manage breakout.
Like the sound of our tooling approach? Need answers to your biggest machining questions?
Our expert team are ready for your enquiry.