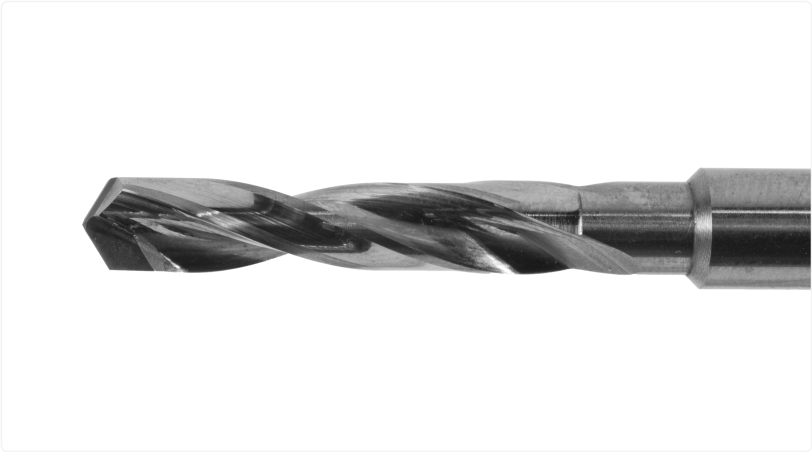
The helix angle is defined as the angle formed between the centre axis of the tool and a line tangent to the tool’s cutting edge. Higher helix angle tools have edges that ‘wrap’ around the shank of the end mill faster, while edges in lower helix angle tools ‘wrap’ around slower. Helix angles have a direct impact on the forces experienced by the cutter during machining and have an inverse relationship with the cutting forces experienced during machining – higher helix angles equal lower cutting forces. This is because as the angle increases, the contact area between the cutter and workpiece decreases, allowing for a gradual entry of the cutting edge into the part. This higher angle causes more efficient chip removal, provides smoother surface finishes and allows manufacturers to use higher cutting speeds. However, the higher angle makes for smaller and weaker cutting edges and makes the entire tool itself thinner, making it more susceptible to deflection and tool failure.
In contrast, smaller helix angle tools make more aggressive cuts, experience higher cutting forces, and remove larger chips – while also being less prone to deflection. Therefore, when it comes to solid carbide tool design, the workpiece material must be considered so that appropriately sized helix angles are cut into tools.