The microgeometry of a tool’s cutting edge has a direct impact on the tool’s performance and influences process parameters like chip formation, thermal and mechanical loading on the tool and workpiece, tool wear, and workpiece quality. It also directly impacts the workpiece’s surface finish, tool chatter, and machining tolerances.
Often the main focus when selecting and preparing cutting tools is the tool material, cutting edge shape, and tool coating. Cutting tool edge preparation is almost always overlooked, even though it is essential to ensure optimal performance of cutting tools and cost-effectively producing quality workpieces. This article will discuss what cutting-edge preparation is, its importance, recommendations, and the different types that are available.
Cutting tool edge preparation is the mechanical process of refining a tool’s cutting edge through blasting, drag finishing, and brushing to achieve homogeneous rounding along the minor and major cutting edges, and is performed after tool grinding, but before coating.
Drag finishing is a reliable method to round edges, has a high degree of reproducibility, and is capable of producing edge radii between 5 and 200 µm. It is an affordable process due to its low operating and capital-investment costs, and can simultaneously smooth the chip flute and the cutting edge.
The drag finishing process clamps the tool to be prepared in a designated holder and then drags it in a circular motion through a drum containing a grinding or polishing medium. The high-speed motion creates high pressure between the workpiece and the medium, resulting in high-precision rounded edges.
Microblasting is well-established and has been proven to be very effective. It can produce an edge radius accurate to within ±5 µm (for radii up to 100 µm).
Wet blasting in particular uses compressed air to blast a slurry consisting of abrasive material and water onto a surface. The water acts as a lubricant creating a consistent flow of slurry, ensuring a consistent finish with an even and uniform surface. It also helps with preventing media particles from being left on the surface.
Other microblasting processes create unpredictable results because of heavier impacts between the media and the surface, increasing the risk of chipping and uncontrollable wear of the surface.
Brushing is recognised as a cost-effective and reliable process that is able to produce edge radii in the range of 10 µm while also polishing the cutting edge surface. It significantly increases tool life, reducing the frequency of tool preparation, and reducing the life cycle cost of the tool.
Nearly all tools have cutting edge defects. These defects are a result of the high-volume manufacturing processes. Although microscopic, the defects lead to unpredictable and erratic tool performance and even premature tool failure. These defects must be removed to achieve optimal tool performance.
Removing material from a workpiece requires significant forces, resulting in high local pressures and high temperature between the cutting edge of a tool and a workpiece. High temperatures harm the tool’s service and can cause work hardening of the workpiece, leading to the tool edge breaking down prematurely.
Tool service life, in the case of steel alloys, can be increased up to 3.5 times compared with unprepared cutting edges. Maximum feed rates for rounded, coated carbide drills can be increased up to 4.5 times compared with non-rounded carbide drills.
Cutting preparation aims to:
Cutting edge preparation is not a ‘one size fits all’. The type of cutting tool and the material to be machined determines the radius applied to the cutting edge. The below values are recommended only and are not a definitive guide.
The tip geometry is ground first followed by the stepped cutting edge, and then the main cutting edge is rounded. Ensure that the cutting edge corner is not rounded much more than the cutting edge. To ensure the best drill performance, ensure that both cutting edges are rounded equally.
As a general rule, the tool life of an end mill can be increased 3–4 times by rounding the cutting edges to 10–25 µm. The recommended edge rounding for an end mill is:
Modern, high-tech manufacturing puts greater demand on cutting tool performance. Selecting the most appropriate cutting edge preparation type is critical to optimising cutting tool performance.
The most popular edge preparation types are the ‘radius’ and ‘waterfall’. These are applied in various sizes based on the cutting tool size and the specific application. Other edge preparation types are the ‘T-land’ and ‘T-land+’.
These edge preparation types can be applied to cemented carbide tools, brazed steel shank tools, PCD and PCBN tools, and single or multiple cutting edge cemented carbide tools. Figure 1. shows a visual representation of the cutting edge preparation types.
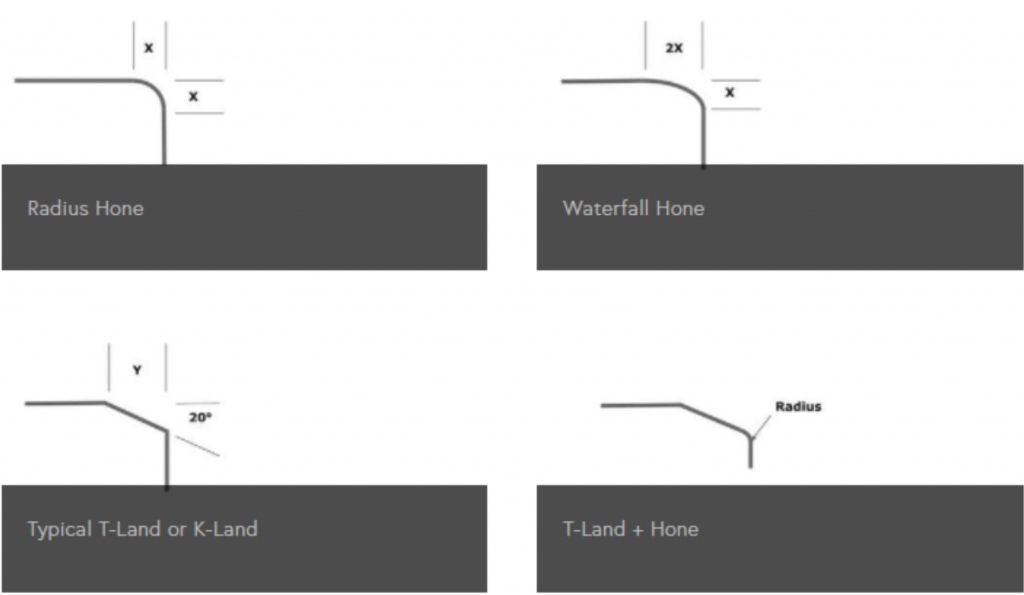
Figure 1: Edge Preparation Types
Cutting edge preparation can greatly benefit your machining performance and the quality of the work produced. Selecting the type of edge preparation and the preparation process can be a daunting exercise, but Exactaform can provide expert support. Exactaform recently invested in cutting edge microscopic measuring technology, giving them the capability to measure cutting edge preparation down to 2 µm. Make us your partner of choice to ensure your cutting tools are right for the job – first time, every time. Contact an Exactaform representative today.
Our engineers and experts produce blogs, guides and case studies that help answer the biggest tooling questions.


